Guida ai materiali
I materiali per la stampa 3D
Se avete appena acquistato una stampante 3D FDM, siete quasi pronti per iniziare a stampare: avete solo bisogno dei materiali.
Questi materiali vengono forniti in filamenti avvolti in bobine, rendendoli facili da conservare e da inserire nella stampante 3D. I filamenti sono materiali plastici in fili simili a spaghetti che vengono fusi ed estrusi sul letto di stampa della stampante per creare il modello 3D in base alle specifiche scelte nel software 3D (Slicer).
I prezzi del materiale sono molto diversi in base al tipo e alla qualità: andiamo dai 20-30 euro al kg per i materiali più semplici fino a superare il centinaio per i materiali tecnici, in questo articolo parleremo soltanto dei materiali economici per hobbisti in quanto è richiesta una certa esperienza e macchine alquanto costose per poterli utilizzare.
ATTENZIONE: i filamenti sono venduti in diametri da 1.75mm o 2.85mm, sebbene maggior parte delle stampanti utilizzi filamenti da 1.75mm, assicuratevi di acquistare il filamento del diametro corretto per la vostra stampante.
PLA
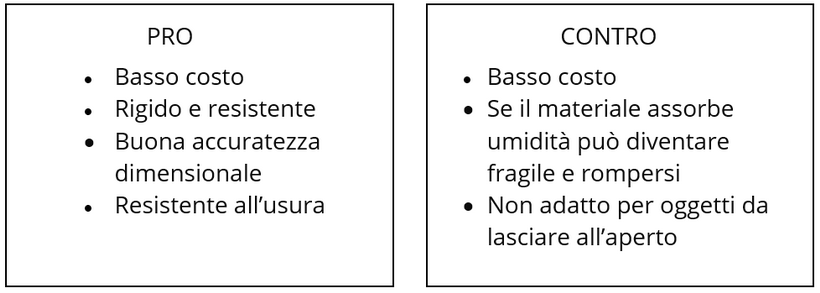
 Il PLA (Acido Polilattico) è uno dei materiali più popolari utilizzati nella stampa 3D desktop. È il filamento predefinito per la maggior parte delle stampanti 3D perché può essere stampato a bassa temperatura e non richiede un piano riscaldato.
Il PLA (Acido Polilattico) è uno dei materiali più popolari utilizzati nella stampa 3D desktop. È il filamento predefinito per la maggior parte delle stampanti 3D perché può essere stampato a bassa temperatura e non richiede un piano riscaldato.Il PLA è un ottimo primo materiale da utilizzare per iniziare a conoscere la stampa 3D perché è facile da stampare, inodore, economico e crea parti che possono essere utilizzate per un'ampia varietà di applicazioni. È anche uno dei filamenti più ecologici sul mercato oggi. Derivato da colture come mais e canna da zucchero, il PLA è rinnovabile e, soprattutto, biodegradabile.
Al di fuori della stampa 3D, la plastica PLA viene spesso utilizzata per produrre contenitori per alimenti, posate usa e getta e dispositivi medici biodegradabili.
Requisiti di stampa
PIANO DI STAMPA: Opzionale - 45 - 60 C°, materiale adesivo non necessario
ESTRUSORE: 190 - 220 C°
RAFFREDDAMENTO: Ventola di raffreddamento necessaria - velocità 100%
 L'ABS (acrilonitrile butadiene stirene) ha una lunga storia nel mondo della stampa 3D. Questo materiale è stato uno dei primi materiali plastici ad essere utilizzato con le stampanti 3D industriali.
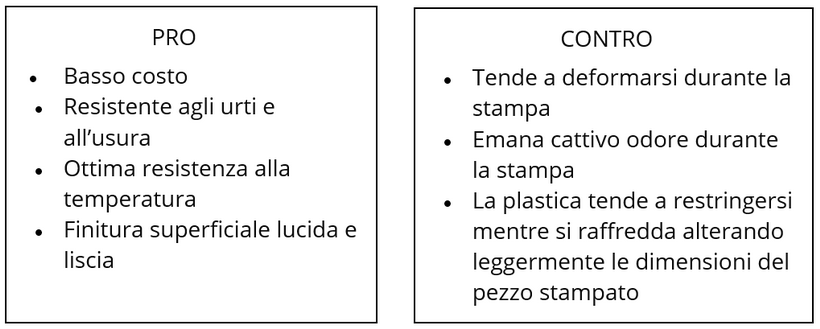
L'ABS (acrilonitrile butadiene stirene) ha una lunga storia nel mondo della stampa 3D. Questo materiale è stato uno dei primi materiali plastici ad essere utilizzato con le stampanti 3D industriali.Molti anni dopo, l'ABS è ancora un materiale molto popolare grazie al suo basso costo e alle buone proprietà meccaniche. L'ABS è noto per la sua tenacia e resistenza agli urti che consente di stampare parti durevoli che resistono all'uso e all'usura extra. I mattoncini LEGO sono realizzati con questo materiale per lo stesso motivo! L'ABS ha anche una temperatura di transizione vetrosa più elevata, il che significa che il materiale può resistere a temperature molto più elevate prima che inizi a deformarsi.
Ciò rende l'ABS un'ottima scelta per applicazioni all'aperto o ad alta temperatura. Quando stampate con ABS, assicuratevi di utilizzare uno spazio aperto con una buona ventilazione, poiché il materiale tende ad avere un leggero odore.
Requisiti di stampa
PIANO DI STAMPA: 90 - 110 C°, preferibile usare colla stick o lacca
ESTRUSORE: 230 - 250 C°
RAFFREDDAMENTO: Ventola di raffreddamento necessaria
PETG
 Il PETG è una versione modificata con glicole del polietilene tereftalato (PET), comunemente usato per produrre bottiglie d'acqua. È un materiale semirigido con una buona resistenza agli urti, ma ha una superficie leggermente più morbida che lo rende soggetto all'usura.
Il PETG è una versione modificata con glicole del polietilene tereftalato (PET), comunemente usato per produrre bottiglie d'acqua. È un materiale semirigido con una buona resistenza agli urti, ma ha una superficie leggermente più morbida che lo rende soggetto all'usura.Il materiale beneficia anche di ottime caratteristiche termiche, che consentono alla plastica di raffreddarsi in modo efficiente con una deformazione quasi trascurabile.
Come per le bottiglie di plastica, il PETG non è assolutamente biodegradabile, tuttavia è riciclabile al 100%, il che lo rende un’alternativa più ecologica rispetto all’ABS.
Requisiti di stampa
PIANO DI STAMPA: 75 - 90 C°, preferibile usare colla stick o lacca
ESTRUSORE: 230 - 250 C°
RAFFREDDAMENTO: Ventola di raffreddamento necessaria
Materiali Flessibili
 I filamenti flessibili sono fatti di elastomeri termoplastici (TPE) che sono una miscela di plastica dura e gomma. Come suggerisce il nome, questo materiale è di natura elastica che consente alla plastica di essere allungata e piegata facilmente senza rompersi.
I filamenti flessibili sono fatti di elastomeri termoplastici (TPE) che sono una miscela di plastica dura e gomma. Come suggerisce il nome, questo materiale è di natura elastica che consente alla plastica di essere allungata e piegata facilmente senza rompersi.Esistono diversi tipi di TPE, come il poliuretano termoplastico (TPU) che è il più comunemente usato tra i filamenti di stampa 3D. Il grado di elasticità della plastica dipende dal tipo di TPE e dalla formulazione chimica utilizzata dal produttore.
Ad esempio, alcuni filamenti possono essere parzialmente flessibili come un pneumatico per auto, altri possono essere elastici e completamente flessibili come un elastico. Attenzione perchè maggiore è l’elasticità del filamento e maggiore sarà faticoso da estrudere per la vostra stampante.
Requisiti di stampa
PIANO DI STAMPA: Opzionale - 45 - 60 C°, materiale adesivo non necessario
ESTRUSORE: 230 - 250 C°, potrebbe richiedere modifiche al corpo estrusore
RAFFREDDAMENTO: Ventola di raffreddamento necessaria